新型環保熱穩定劑在型材中的應用
徐 軍 陳紅光 張德高 李永嫦
(廣東森德利環保新材料科技有限公司)
摘要 本文討論了合成異氰尿酸酯的聚合物用作PVC熱穩定劑的性能,并利用它復配出適用于U-PVC型材的熱穩定劑CZX-928A。
Abstract
This paper discusses the properties of the polymer of synthetic isocyanuric acid ester used as PVC heat stabilizer, and the formulation with it to produce the heat stabilizer CZX-928A for U-PVC profiles.
關鍵詞 聚異氰尿酸酯,U-PVC型材,熱穩定劑
Key words: Polyisocyanurate, U-PVC profile, heat stabilizer
前言
目前國內PVC窗型材生產配方中原料的組份大致是以PVC樹脂為主體材料,加入適量的抗沖改性劑、加工助劑、內外潤滑劑,填充劑、光屏蔽劑及少量抗紫外線吸收劑、增白劑、著色劑,不同的是穩定劑。GB/T33284-2016《室內裝飾裝修材料 門、窗用未增塑聚氯乙烯(PVC-U)型材有害物質限量》國家標準已于2016年12月公布,并將于2017年7月1日起實施,此標準的公布實施對推動我國PVC異型材塑料門窗健康發展意義重大。該標準明確了型材中的RoHS,對鉛隔等重金屬有嚴格的要求,也就是說將來在新標準正式實施之后含鉛穩定劑會被嚴格的控制,不能使用。在過去的一段時間以來,特別是今年以來各型材廠均在試用鈣鋅類的穩定劑以迎接標準的正式實施。我們在與下游廠家配合試驗的過程中,感覺到鈣鋅穩定劑在型材中的使用需要重點解決三大問題:1、加強穩定性,提高耐候性;2、提高尺寸定性;3、解決析出問題。
鈣鋅穩定劑是目前認可度最高環保穩定劑,各個廠家使用的時間不長,經驗不足在所難免,穩定劑廠家也需要型材廠家在使用過程中不斷提出問題,解決問題,才能使生產更穩定持續,質量更可靠。
型材的擠出,由于它的形狀不規則性,穩定性要求比管材的擠出要求要高。2013年我們合成了季戊四醇鋅[2],把季戊四醇鋅用到型材穩定劑配方中起到了提高穩定性的效果,同時,我們合成了異氰尿酸酯的聚合物,提高了耐候性和穩定性以及與樹脂的相容性。
1 實驗部分
1.1實驗原料
雙(2-羧乙基)異氰尿酸酯(BCLA) AR,三乙醇胺 AR,N,N二甲基甲酰胺,AR,蒸餾水,市售硬脂酸鋅、環氧大豆油、水滑石、β-二酮等
1.2 主要實驗儀器
101電熱鼓風干燥箱 ;廣州紅星儀器公司;雙輥煉塑機東莞市正工機電設備科技有限公司;老化試驗箱,廣州美亦豐實驗設備有限公司。
1.3 異氰尿酸酯的聚合物的合成
室溫下將雙(2-羧乙基)異氰尿酸酯(BCLA)溶于水中,在加熱條件下不斷攪拌,待其完全溶解后轉入玻璃瓶中,并加入適量的N,N二甲基甲酰胺(DMF),蓋緊瓶蓋,搖勻使其充分混合,用三乙醇胺調節PH值至5~6,觀察玻璃瓶中溶液變澄清時 放入95℃的恒溫烘箱中,若干時間后無色透明塊狀晶體(BCLA)n,磨粉,備用。
1.4試樣制備
將PVC100份,DOP30份,二氧化鈦1份,碳酸鈣15份,熱穩定劑等混合料,投料于開放式煉膠機兩輥之間,塑煉5 min,平均每分鐘打三角包2 ~ 3 次,制成約1 mm 厚的膠片,該膠片用于熱穩定性能測試。
1.5性能測試
參照GB/T 9349-2002[4],采用熱烘箱法。將制得的試樣按配方編號,置于瓷盤,放入180℃的烘箱中,每隔15 min 對不同配方都分別迅速取出試樣片, 取顏色變化居中的的樣品作為該時段的實驗結果。將不同配方的樣品按熱老化時間排列,即得熱穩定試驗的結果。
2 結果與討論
2.1相似結構化合物與聚合物穩定性比較
我們選擇了三聚氰酸,雙(2-羧乙基)異氰尿酸酯與我們的聚合物做熱穩定性的比較。結果見圖1。
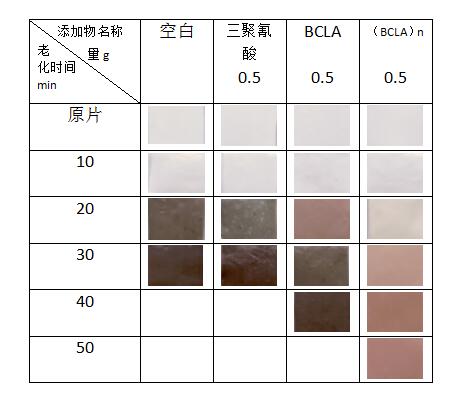
圖1相似結構化合物與聚合物穩定性比較圖
Figure 1 Similar structure compounds and polymer stability comparison chart
圖中,片材配方為:PVC 100,DOP 30,基礎穩定劑 1.2,CaCO3 15,TiO2 1。烤片溫度180℃±1。
從圖1可以看出,具有3氮環的環合物均對PVC具有熱穩定性,而我們合成的聚合物則穩定性最好,能夠有效的延緩鋅燒。可以預見的是,控制不同的分子量聚合物的穩定性會有不同的效果,這里就不深入討論。
2.2 耐候性測試
我們選擇了我司一個型材擠出的早期配方CZX-228,添加(BCLA)n后,請某型材廠擠出產品并做氙燈老化對比試驗,△E*/△b*的結果如下表所示[3]。
表1 樣品顏色的△E*隨老化時間的變化
Table 1 Samples’color changes in △E* with ageing time
△E*
老化時間/h
CZX-228 CZX-228+(BCLA)n 某進口品牌
0 0.00 0.00 0.00
1000 6.85 3.28 5.61
2000 8.21 5.92 8.34
表2 樣品顏色的△b*隨老化時間的變化
Table 2 Samples’color changes in △b* with ageing time
△b*
老化時間/h
CZX-228 CZX-228+(BCLA)n 某進口品牌
0 0.00 0.00 0.00
1000 5.23 3.65 5.60
2000 8.32 5.86 8.04
從試驗可以看出我司的CZX-228在氙燈老化試驗中已經表現最為優異,加上(BCLA)n。之后耐候性能又有大幅提升。說明(BCLA)n除了穩定性之外還具有優異的耐候性能。用鈣鋅穩定劑可以生產出耐候性優良的UPVC型材,更適用于戶外制品。
制品的耐候性與樹脂、鈦白粉、穩定劑、抗沖擊改性劑和碳酸鈣的數量有關,要生產出滿足耐候性要求的制品必須選擇性能優良質量穩定的原材料,設計符合要求的生產配方,環保鈣鋅穩定劑在相同條件下生產的制品的耐候性優于有機錫和鉛鹽穩定劑。不同體系的鈣鋅穩定劑的耐候性差異較大。
3 CZX-928A在型材中的應用
3.1復配復合無毒穩定劑
利用正交設計的數學方法,復配出適合于UPVC型材制品性能的CZX-928A復合穩定劑。
(1)、根據制品的性能和經濟性要求以及原料、工藝和設備條件,挑選組分熱穩定劑并確定其試驗用量范圍;
(2)、利用實驗室設備進行初步配方篩選和優化設計;
(3)、在實際生產設備和條件下檢驗初擬配方的實際可用性,并試驗確定最佳用量。
3.2 析出現象分析
析出是指生產過程中在定型套、模具等部位出現的物質堆積,從而使型材表面受到影響。無論哪一種穩定體系在PVC型材擠出過程中均存在不同程度的析出問題,根據我們分析,析出物中有潤滑劑并夾雜著少量的填充料及低分子聚合物。
我們認為影響析出的因素是多方面的,十分復雜,與設備、原材料、工藝等有關,歸納如下[3]:
(1)配方組份中有一定量的低分子揮發物,在混合擠出過程中排除效果不好。
(2)低熔點的潤滑劑與配方中其它組份相容性差。
(3)擠出口模溫度偏低且與定型口模靠得太近。
(4)定型模冷卻水溫太低,冷卻水通道設計不合理。
(5)定型真空過大。
(6)生產配方不合理,原材料選擇不當,塑化效果不好。
在上述因素大體相同的情況下,各單位生產存在的不同程度的析出,原因應該與所使用的原材料規格、產地和穩定體系有直接關系。我們遇到最極端的情況是,在錐形雙螺桿的設備可以連續生產7天的穩定劑,在平行雙螺桿的設備生產半個小時就有析出物。
眾所周知,平行雙螺桿的塑化能力要比錐形雙螺桿差,也就是說提高穩定劑的塑化能力是解決析出的一個重要途徑。
根據以上分析,型材所用鈣鋅穩定劑,特別是平行雙螺桿所使用的鈣鋅穩定劑要遵循如下設計理念:
1、低分子材料少用或不用;2、各種熔點的蠟搭配使用,內外潤滑要平衡;3、所使用的材料盡量避免影響塑化; 4、提高相容性。
3.3 動態流變試驗
復配好的CZX-928A與進口某與品牌型材穩定劑流變對比如圖2,塑化效果更好。
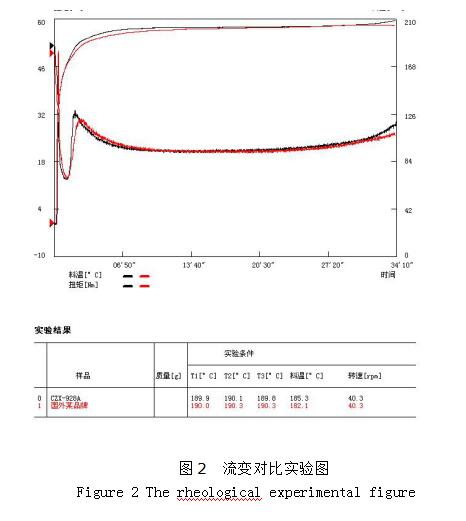
圖2 流變對比實驗圖
Figure 2 The rheological experimental figure
3.4 型材擠出配方
PVC 100
CPE 5-12
ACR 0.7-3
填充 5-12
TiO2 2-6
CZX-928A 2.5-3.5
UV-531 適量
PE蠟 0.4-0.6
顏料 適量
3.5 擠出工藝
工藝參數見表3、表4。
表3 擠出機運行參數
Table 3 Extruder operation parameters
|
主螺桿轉速rpm |
加料螺桿轉速rpm |
扭矩% |
熔體溫度℃ |
擠出真空度bar |
熔體壓力bar |
牽引速度m/min |
|
15-20 |
35-45 |
60-65 |
190-193 |
0.7-0.9 |
299-313 |
3.1-3.2 |
表4 擠出機各段區溫度
Table 4 Extruder paragraphs zone temperature
|
機筒溫度℃ |
連接環 區℃ |
機頭溫度℃ |
||||||||
|
一區 |
二區 |
三區 |
四區 |
五區 |
六區 |
一區 |
二區 |
三區 |
四區 |
|
|
165-170 |
165-170 |
160-165 |
155-160 |
155-160 |
155-160 |
160-170 |
185-195 |
185-195 |
190-200 |
190-200 |
環保穩定劑跟復合鉛穩定劑相比,其最大的缺點是,環保鈣鋅穩定劑組分復雜,造成穩定劑與樹脂的相容性、樹脂塑化效果的影響因素較多,擠出過程中的析出是最難克服的缺點,析出物黏附在模具、定型套等部位,嚴重影響制品表面的光潔度,也就會影響到制品的其它性能。經過型材廠家的連續生產,錐雙機能連續走15天以上,平雙機能連續走7天以上,生產廠家認為表現相當不錯。
3.6 型材的性能
產品按照GB8814-1998標準測試結果見表3。注:實驗產品為:大框601BF
表5 檢測結果
Table 5 Test results
|
序號 |
檢驗項目 |
標準、要求 |
檢驗結果 |
說明 |
|
|
1 |
外觀與顏色 |
型材表面應光滑、不允許有裂紋及影響使用的雜質和凹凸不平等現象 |
合格 |
|
|
|
2 |
硬度 |
HPP≥85 |
94 |
|
|
|
3 |
拉伸屈服強度 |
≥37MPa |
42 |
|
|
|
4 |
斷裂伸長率 |
≥100% |
114.5 |
|
|
|
5 |
彎曲彈性模量 |
≥1960MPa |
2248 |
|
|
|
6 |
低溫落錘沖擊 |
破裂個數≤1個 |
0 |
|
|
|
7 |
維卡軟化點 |
≥83℃ |
87 |
|
|
|
8 |
加熱后狀態 |
無氣泡、裂痕、麻點 |
合格 |
|
|
|
9 |
加熱后尺寸變化率 |
±2.5% |
-1.6 |
|
|
|
10 |
高低溫尺寸變化率 |
±2.2% |
-0.1 |
|
|
|
11 |
氧指數 |
≥38% |
45 |
|
|
|
12 |
簡支梁沖擊強度 |
23℃±2℃ |
A類≥40KJ/m2 |
72 |
彎曲穿過,合格 |
|
-10℃±1℃ |
A類=15KJ/m2 |
83 |
10條試樣中有9條彎曲穿過1條斷裂,合格 |
||
|
13 |
焊角強度 |
4次平均值 N |
8250 |
|
|
結論
1、雙(2-羧乙基)異氰尿酸酯(BCLA)聚合物(BCLA)n有良好的熱穩定性和優異的耐候性能,是制作型材專用穩定劑的優秀材料。
2、添加(BCLA)n制作的環保穩定劑CZX-928A具有優秀的熱穩定性和加工性能,能連續生產,清模周期長,是很好的復合鉛穩定劑的替代品。
3、CZX-928A生產的型材質量合格,該穩定劑用在UPVC型材加工是可行的,產品綜合性能和經濟效益優于其它穩定體系。經過不斷改進、完善綜合性能和經濟效益優于其它穩定體系。經過不斷改進、完善將會成為具有中國特色、不可替代的新一代PVC加工穩定體系。
參考文獻
1、 GB/T33284-2016《室內裝飾裝修材料 門、窗用未增塑聚氯乙烯(PVC-U)型材有害物質限量》
2、陳肇漢,王途耿,沈冠華,侯向英 《季戊四醇鋅的合成及其在型材穩定劑中的應用》,廣東化工,2013年15期
3、周洪榮,黃勇,李秀文 《PVC-U型材國家標準中耐候性檢測方法的探討》,聚氯乙烯,2012年第3期
4、GB/T 8814-2004《門、窗用未增塑聚氯乙烯(PVC-U)型材》
 粵公網安備 44120202000249號
粵公網安備 44120202000249號
